Maintenance & Troubleshooting
3 Nozzle Tips
Popular categories

1. Replace your nozzle at 10-15% growth
Nozzle wear is gradual and thus, hard to gauge. If you have an eagle eye, you may notice a slight change in your results or in your machine’s performance. When a nozzle wears, your blaster consumes more air, particles travel at a higher velocity, and your surface results have less focus.
Nozzle wear is the result of several variables: blast duration, blast pressure, nozzle type, and abrasive type. Some applications can tolerate more nozzle wear than others, so the best method for measuring wear is up to the user, Here are 3 options:
- Look at the surface results for inconsistencies.
- Track nozzle use alongside abrasive consumption.
- Use a pin gauge to measure the nozzle opening.

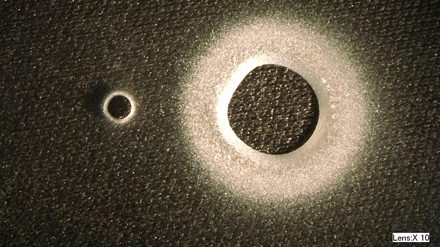
If you prefer option 1, replace your nozzle when the coverage is less focused and the blasted edges are muddier.
Nozzle wear correlates well with abrasive consumption in some applications. If you notice that your results begin to slide when you consume a certain amount of abrasive, then make that abrasive amount your replacement marker. And don’t forget to automate your replacement order.
How to Measure Wear
Option 3, measuring with a pin gauge, is the most reliable method for tracking nozzle wear. A nozzle tip wears conically. Use a pin gauge that is 10-15% larger than the designated nozzle size. (If you don’t know the nozzle size at purchase, use the nozzle page as a reference guide or give us a call.)
- If the pin cannot fit through the nozzle entrance, then the nozzle is probably new.
- If the pin can only slide partway through, then the nozzle is slightly worn and still usable.
- If the pin can slide easily through the nozzle, then the nozzle is worn out and needs to be replaced.
Tip!
If your surface results must meet a tight spec, we recommend replacing the nozzle when it grows 10% in diameter. If your application can tolerate slight variation in results, replace the nozzle when it reaches 15% growth.
2. Rectangular Nozzles make Rectangular Cuts
It may seem like a rectangular nozzle would be ideal for fanning abrasive over a surface to save time or to reach a uniform coverage; but that is not so.
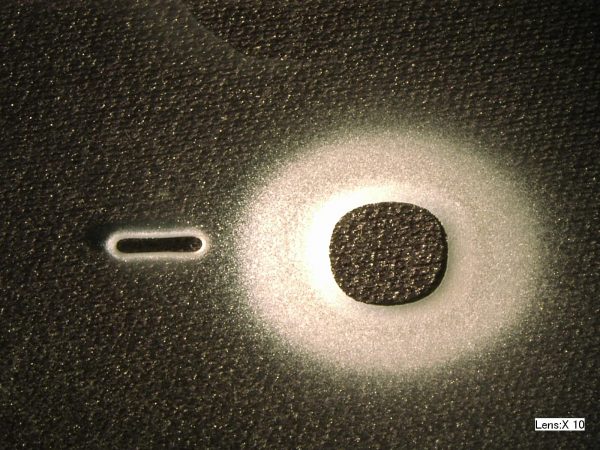
Rectangular nozzles are designed to make exact rectangular cuts in a surface, and that is all. A consequence of this nozzle shape is reduced abrasive efficiency as the nozzle is pulled away from a surface. The further away the nozzle is, the rounder and more uneven the spot size.
Tip!
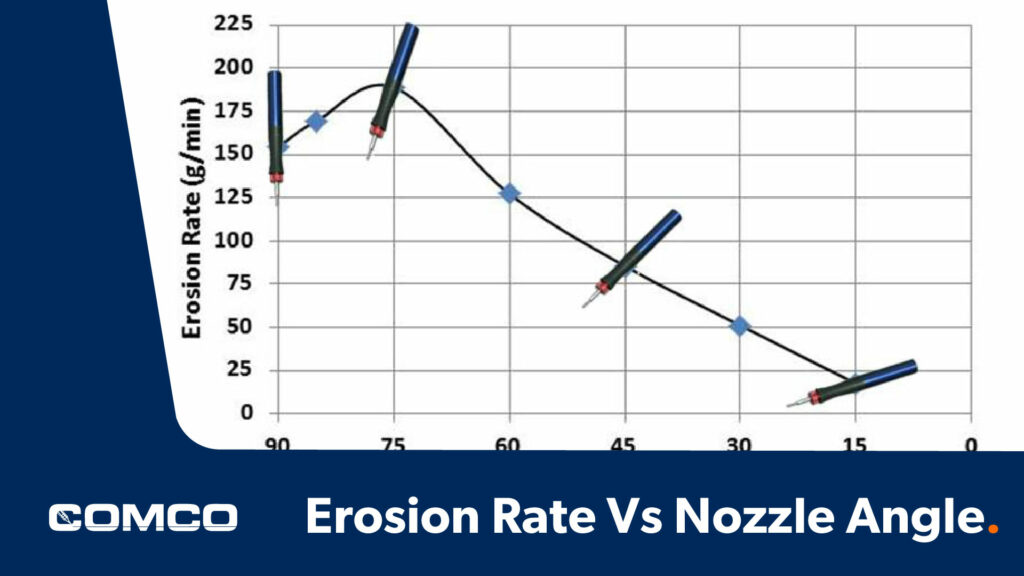
If you need to cover a broad region on a part, use a larger round nozzle with a compatible tank orifice and hold the nozzle farther away, up to 4-5″, from the part surface.
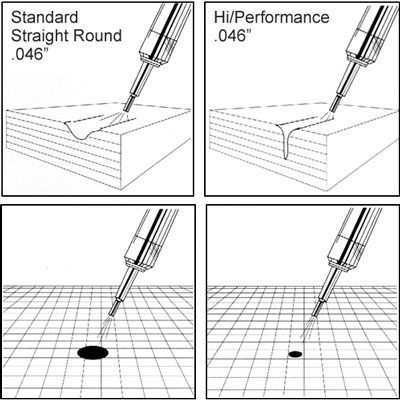
3. Hi/Performance nozzles are the often the most efficient option
Why? In summary, Hi/Performance nozzles deliver more longevity, more focus, and more flexibility.
- These nozzles last 30% longer. Hi/Performance nozzles pass abrasive carefully and provide a smooth transition at entry and exit points, reducing wear and tear on the nozzle itself.
- These nozzles deliver 30% better focus. The abrasive exits in a straight line—meaning less overspray and more precise results.
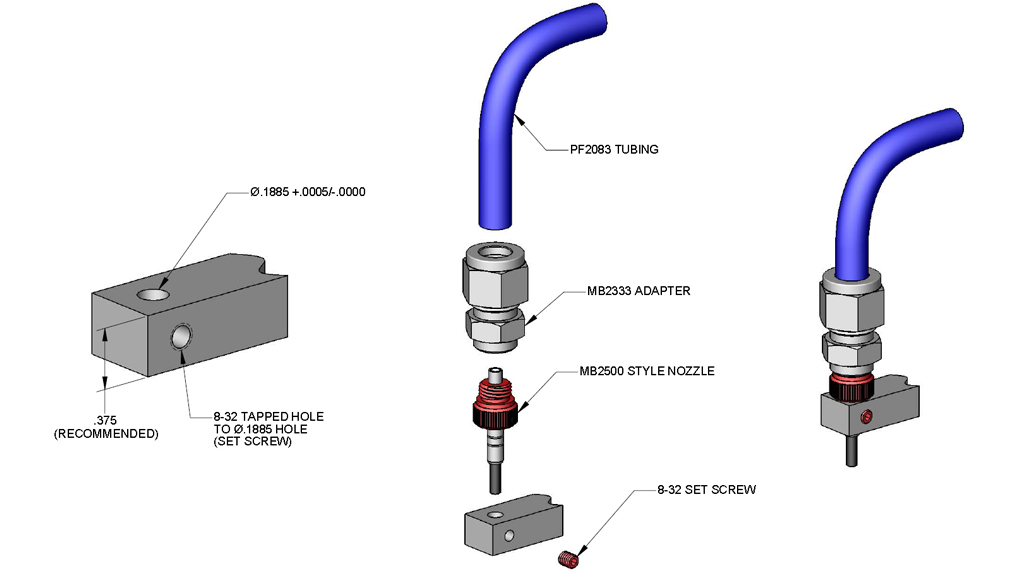
- These nozzles are easier to fixture. When it is time to upgrade your production from manual to automated, a Hi/Performance AccuFlo® nozzle only requires a Quicknut to sit securely in a mount.
Tip!
Opt for Hi/Performance nozzles. To verify that your application is suitable for this nozzle line, contact Technical Sales at sales@comcoinc.com or 1-818-841-5500.
