Case Studies
Deburring and Texturing Bone Screws
Popular categories



The job: Manufacture titanium bone screws with tight tolerances.
The challenges:
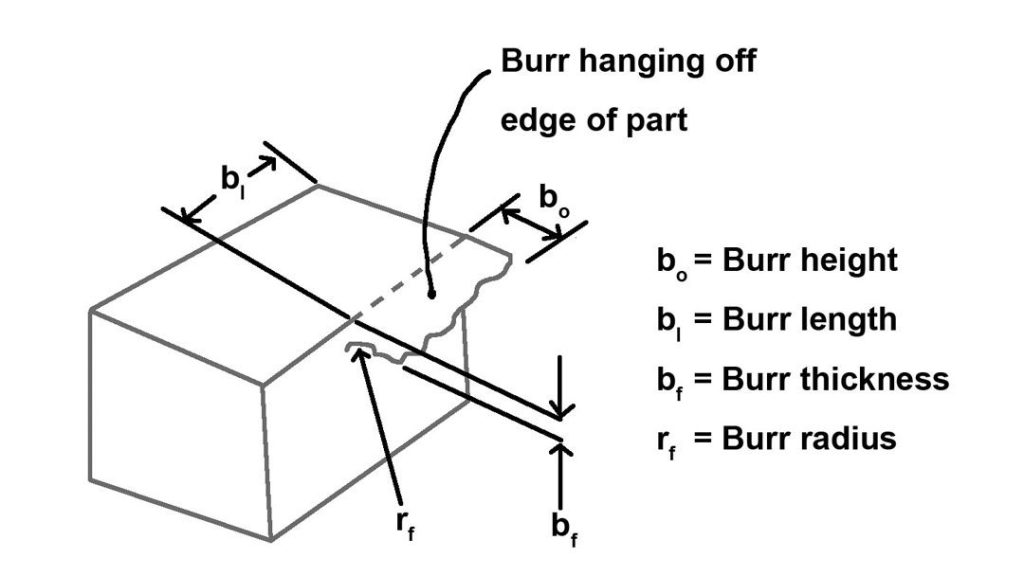
- Titanium is an excellent material for bone screws, but it hardens as it heats up, making it tough to machine, leaving fine feather burrs. These burrs must be removed without damaging or dulling the cutting edges on the screw. In the case of self-tapping screws, gentle removal is especially critical because it is easy to ruin the integrity of the flute.
- The screw head may also require a textured finish that ends precisely before the threads.
Deburring the Threads
Two abrasives work best for this application: sodium bicarbonate and glass bead. Sodium bicarbonate gently removes burrs on a bone screw without dulling the cutting edges. Glass bead both removes fine feather burrs and creates a compressive layer on the surface of the threads. This layer helps to improve the fatigue life on the bone screw. Caution: Over-blasting—or blasting too forcefully for too long or with too much abrasive—rounds or dull most part edges. Therefore, it is essential to acutely monitor blast time and coverage when using glass bead.
Recommended Approach
- Nozzle: 0.046” or 0.060” Hi/Performance
- Pressure: 60-100 psi
- Abrasive: 50 µ Sodium Bicarbonate or Glass Bead
- Orifice: 0.030″
Texturing the Head
Some bone screws require a second blasting application: texturing. Texturing the surface on the head of the screw improves the mechanical bond with a swivel or another fixation device. MicroBlasting provides the precision to selectively texture this portion of the screw and using aluminum oxide to texture creates more surface area and greater points of contact between the screw and the device.
Recommended Approach
- Nozzle: 0.030” Hi/Performance
- Pressure: 50-80 psi
- Abrasive: 50 µ Aluminum Oxide
- Orifice: 0.025”
Your Partner for Industrial Engineering Solutions
- Applied engineering with a deep understanding of precision parts
- Providing the process at no additional cost to you
- Sharing our skills & knoweldge throughout our partnership
